





| 起批量 | 標(biāo)準(zhǔn)價(jià) |
|---|---|
| ≥100 | 128元/套 |
6年
15731818111
微信在線(xiàn)
關(guān)鍵詞 |
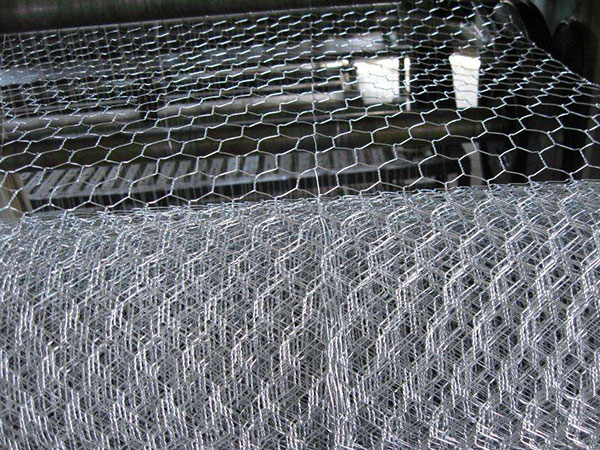
格賓籠,沈陽(yáng)市格賓籠 |
面向地區(qū) |
產(chǎn)地 |
安平 |
|
品牌 |
宇利 |
用途 |
防護(hù)網(wǎng) |
規(guī)格 |
按客戶(hù)要求 |
編織工藝 |
平紋荷蘭編織 |
材料 |
鍍鋅絲 |
目數(shù) |
其它 |




 泰州市地區(qū)加筋石籠網(wǎng)24小時(shí)生產(chǎn)
泰州市地區(qū)加筋石籠網(wǎng)24小時(shí)生產(chǎn)
 汕尾市地區(qū)鍍鋅網(wǎng)片24小時(shí)批發(fā)商
汕尾市地區(qū)鍍鋅網(wǎng)片24小時(shí)批發(fā)商
 大連市地區(qū)鋼絲網(wǎng)片24小時(shí)生產(chǎn)廠(chǎng)
大連市地區(qū)鋼絲網(wǎng)片24小時(shí)生產(chǎn)廠(chǎng)
 臨沂市地區(qū)石籠網(wǎng)網(wǎng)箱24小時(shí)批發(fā)
臨沂市地區(qū)石籠網(wǎng)網(wǎng)箱24小時(shí)批發(fā)
 楚雄州地區(qū)鋼絲網(wǎng)片24小時(shí)生產(chǎn)基
楚雄州地區(qū)鋼絲網(wǎng)片24小時(shí)生產(chǎn)基
 聊城市地區(qū)合金網(wǎng)片24小時(shí)批發(fā)商
聊城市地區(qū)合金網(wǎng)片24小時(shí)批發(fā)商
 七臺(tái)河市地區(qū)安平石籠網(wǎng)廠(chǎng)24小時(shí)
七臺(tái)河市地區(qū)安平石籠網(wǎng)廠(chǎng)24小時(shí)
 榆林市地區(qū)石籠網(wǎng)網(wǎng)箱24小時(shí)批發(fā)
榆林市地區(qū)石籠網(wǎng)網(wǎng)箱24小時(shí)批發(fā)
 柳州市地區(qū)加筋石籠網(wǎng)24小時(shí)生產(chǎn)
柳州市地區(qū)加筋石籠網(wǎng)24小時(shí)生產(chǎn)
 霍邱地區(qū)鍍鋅鉛絲籠24小時(shí)生產(chǎn)廠(chǎng)
霍邱地區(qū)鍍鋅鉛絲籠24小時(shí)生產(chǎn)廠(chǎng)
 濟(jì)南市地區(qū)固濱籠24小時(shí)供應(yīng)商
濟(jì)南市地區(qū)固濱籠24小時(shí)供應(yīng)商
 曲靖市地區(qū)石籠網(wǎng)箱24小時(shí)生產(chǎn)基
曲靖市地區(qū)石籠網(wǎng)箱24小時(shí)生產(chǎn)基
 渭南市地區(qū)石籠攔河壩24小時(shí)價(jià)格
渭南市地區(qū)石籠攔河壩24小時(shí)價(jià)格
 烏魯木齊市地區(qū)格賓網(wǎng)24小時(shí)生產(chǎn)
榆林市地區(qū)綠濱籠24小時(shí)報(bào)價(jià)單
烏魯木齊市地區(qū)格賓網(wǎng)24小時(shí)生產(chǎn)
榆林市地區(qū)綠濱籠24小時(shí)報(bào)價(jià)單
 桂林市地區(qū)固濱籠24小時(shí)報(bào)價(jià)單
瀘州市地區(qū)格賓擋墻24小時(shí)價(jià)格
黃岡市地區(qū)鉛絲石籠24小時(shí)供應(yīng)商
桂林市地區(qū)固濱籠24小時(shí)報(bào)價(jià)單
瀘州市地區(qū)格賓擋墻24小時(shí)價(jià)格
黃岡市地區(qū)鉛絲石籠24小時(shí)供應(yīng)商
 石家莊市地區(qū)鍍鋅石籠網(wǎng)24小時(shí)批
承德市地區(qū)綠濱籠24小時(shí)報(bào)價(jià)單
石家莊市地區(qū)鍍鋅石籠網(wǎng)24小時(shí)批
承德市地區(qū)綠濱籠24小時(shí)報(bào)價(jià)單

————— 認(rèn)證資質(zhì) —————
沈陽(yáng)本地鉛絲石籠熱銷(xiāo)信息
