密碼找回
賬號找回
刪除信息
常見問題
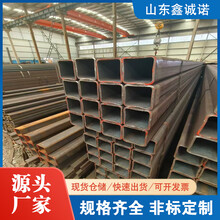
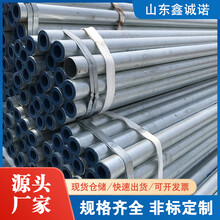
西城國標熱鍍鋅方管鑫誠諾100*75*4方管用途廣泛
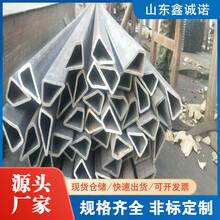
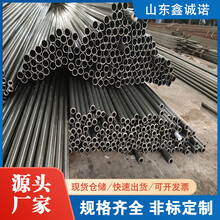
齊齊哈爾精密異型管廠家鑫誠諾56*112鍍鋅D型管非標定制
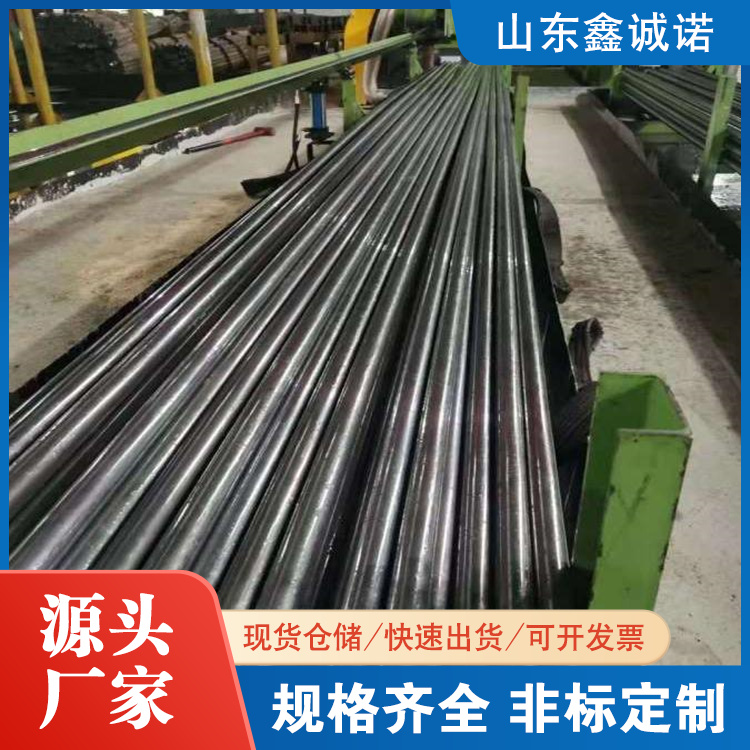
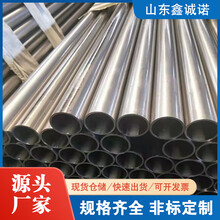
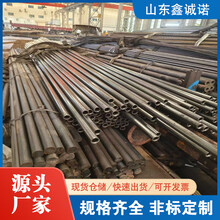
沙坪壩20Cr精密鋼管廠家73*5.5精密管軸承液壓用
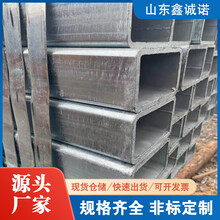
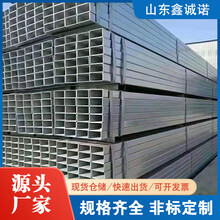
韶關Q355C方管鑫誠諾160*115*10方管建筑裝飾用
1年
微信在線
15763557177
楊浦45號精密鋼管廠家68*6精密管廣泛用于汽車
¥3750
嘉定Q355C熱軋方管鑫誠諾270*250*12方管建筑裝飾用
¥3800
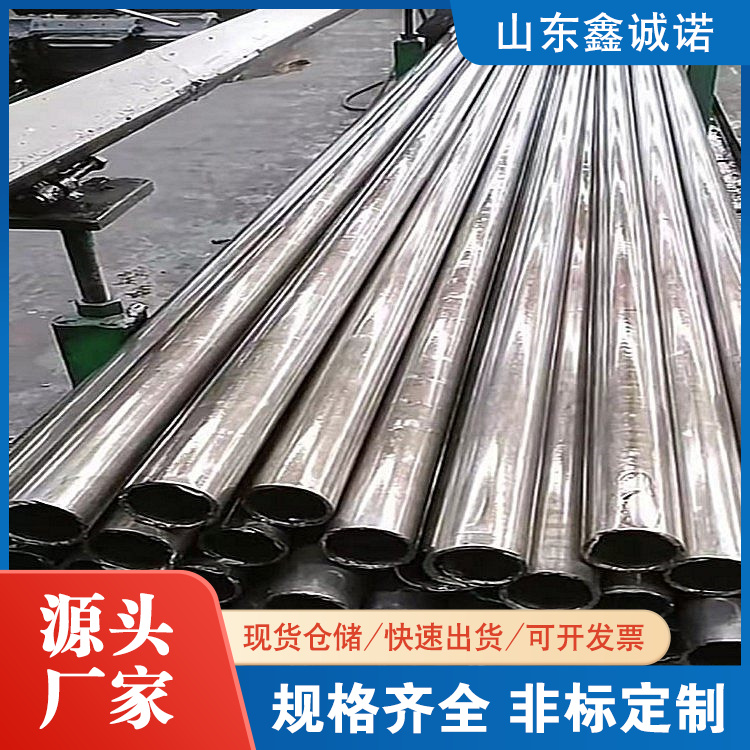
203鍍鋅無縫管鑫誠諾4分耐低溫管耐壓防腐一支起訂
松江20號精密鋼管廠家25*3.5精密管按需定制
威海薄壁鍍鋅方管鑫誠諾200*150*6方管機械制造用
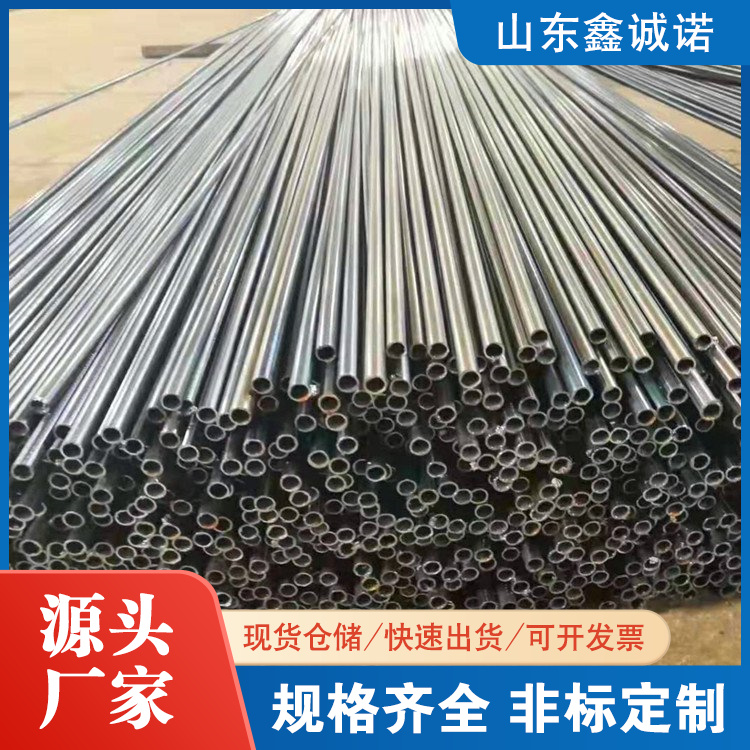
婁底機械用精密鋼管廠家70*6精密管摩托車電動車用